The limestone conveyor belt carried raw material to the crusher continuously. Mixed within this material were clinkers - oversized limestone chunks that caused severe equipment damage and required part replacement every time they reached the crusher. This was happening daily.
A person was permanently stationed at the belt to visually inspect material and manually stop the conveyor when a clinker was spotted. Human attention cannot be sustained across full shifts without lapses - and any momentary distraction meant a clinker passed through undetected, triggering equipment damage, replacement costs, and unplanned production stoppage.
Problem Statement
THE CHALLENGE
Challenges
-
Clinker reaching crusher daily
No automated detection meant oversized chunks reached the crusher every day, causing damage requiring part replacement.
-
Manual inspection unsustainable
Fatigue and momentary distraction across full shifts were enough for a clinker to pass through undetected.
-
High equipment replacement costs
Each missed clinker caused physical crusher damage resulting in unplanned maintenance and production downtime.
-
Manpower tied to single task
A skilled worker permanently stationed at the belt could not be redeployed to higher value tasks.
Solution
THE SOLUTION
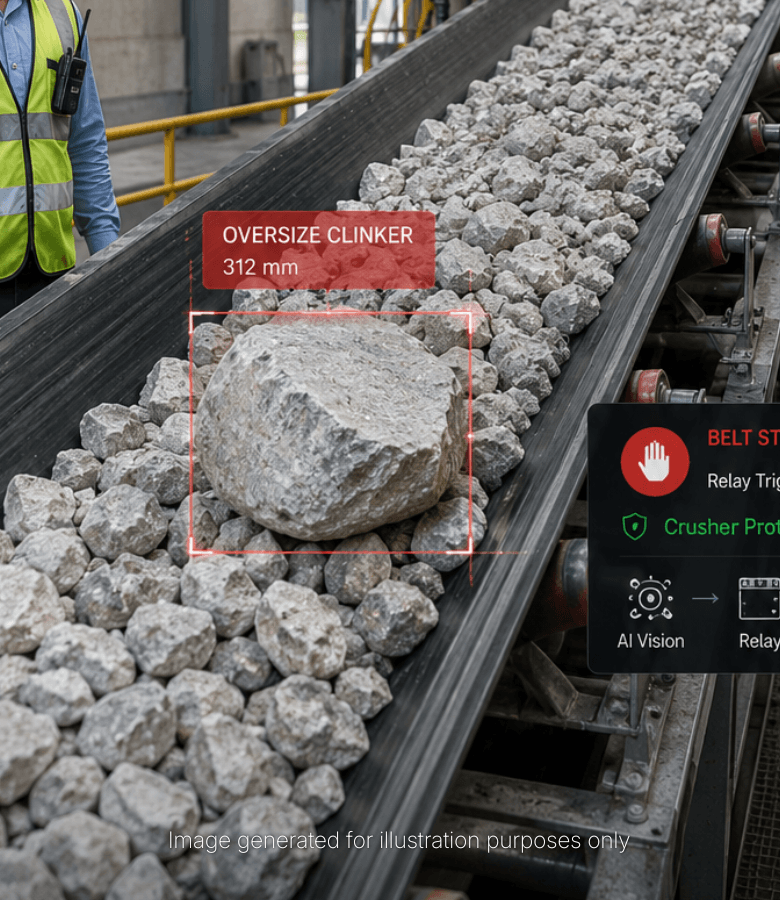
We deployed a computer vision system on the existing conveyor belt camera infrastructure that continuously monitors material flow. The moment a clinker is detected, the system automatically triggers a conveyor stoppage via relay integration - preventing it from reaching the crusher. The stationed person is alerted and attends the belt only when needed.
Flow: Live conveyor feed -> Clinker detected -> Conveyor stoppage triggered via relay -> Operator alerted -> Clinker removed -> Conveyor resumed -> Incident logged
-
Continuous real-time monitoring of conveyor belt material flow via existing camera infrastructure.
-
AI model trained to identify clinker size and shape against normal limestone material on the belt.
-
Automatic conveyor stoppage triggered via relay the moment a clinker is detected - no human action required.
-
Full incident log with timestamp, image, and stoppage duration for every detected clinker.